
Erbium (Er) ഡോപ്പ് ചെയ്ത ഫോസ്ഫേറ്റ് ഗ്ലാസ്ഉപയോഗപ്രദമായ നിരവധി ഗുണങ്ങൾ പ്രദർശിപ്പിക്കുന്നു, ഇത് സമീപ വർഷങ്ങളിൽ Er: ഗ്ലാസ് ലേസറുകൾക്കുള്ള ആവശ്യകത വർധിക്കാൻ കാരണമായി.ലേസർ റേഞ്ച്ഫൈൻഡിംഗ്, ദീർഘദൂര ആശയവിനിമയങ്ങൾ, ഡെർമറ്റോളജി, ലേസർ-ഇൻഡ്യൂസ്ഡ് ബ്രേക്ക്ഡൗൺ സ്പെക്ട്രോസ്കോപ്പി (LIBS) എന്നിങ്ങനെ വിപുലമായ.എർബിയം ഫൈബർ ആംപ്ലിഫയറുകൾ ഹോങ്കോങ്ങിനും ലോസ് ഏഞ്ചൽസിനും ഇടയിലുള്ള ട്രാൻസ്പാസിഫിക് കേബിളിൽ അതിവേഗ ആഗോള ആശയവിനിമയം സാധ്യമാക്കുന്നു, Er: ഗ്ലാസ് ലേസർ റേഞ്ച്ഫൈൻഡറുകൾ കൂടുതലായി ഉപയോഗിക്കുന്നുപ്രതിരോധ ആപ്ലിക്കേഷനുകളും രഹസ്യാന്വേഷണവും, ഒപ്പംEr: ഗ്ലാസ് സൗന്ദര്യാത്മക ലേസർഎന്നതിനായി ട്രാക്ഷൻ നേടുന്നുപാടുകൾ നീക്കം ചെയ്യുന്നുപോലുംമുടികൊഴിച്ചിൽ ചികിത്സിക്കുന്നുആൻഡ്രോജെനെറ്റിക് അലോപ്പിയ മൂലമാണ് ഉണ്ടാകുന്നത്.
ഈ വളരുന്ന ആപ്ലിക്കേഷൻ ഇടങ്ങൾക്ക് ഡിമാൻഡ് ഡൈമൻഷണൽ ടോളറൻസുകളും ഉയർന്ന പവർ ലേസർ കോട്ടിംഗുകളും ഉള്ള ഉയർന്ന കൃത്യതയുള്ള ലേസർ ഗ്ലാസ് ആവശ്യമാണ്.ടൈറ്റ് ടോളറൻസുകൾ സിസ്റ്റം ഇന്റഗ്രേറ്റർമാർക്ക് സമയമെടുക്കുന്ന വിന്യാസമില്ലാതെ ഘടകങ്ങളെ അവരുടെ സിസ്റ്റങ്ങളിൽ എളുപ്പത്തിൽ സ്ഥാപിക്കാൻ കഴിയുമെന്ന ആത്മവിശ്വാസം നൽകുന്നു, എന്നാൽ ഈ സവിശേഷതകൾ ലേസർ ഗ്ലാസ് നിർമ്മാതാക്കൾക്ക് ഒരു വെല്ലുവിളിയാണ്.വളരുന്ന NIR ലേസർ ഒപ്റ്റിക്സ് സ്പെയ്സിന് ആവശ്യമായ ഘടകങ്ങൾ സൃഷ്ടിക്കാൻ ലേസർ ഗ്ലാസ് നിർമ്മാതാക്കൾക്ക് പ്രോസസ്സ് നിയന്ത്രണവും മെട്രോളജിയിൽ ശ്രദ്ധ കേന്ദ്രീകരിക്കലും ആവശ്യമാണ്.
എന്തുകൊണ്ട് എർബിയം-ഡോപ്പ്ഡ് ഗ്ലാസ്?
കഴിഞ്ഞ ഏതാനും ദശകങ്ങളിൽ, മെച്ചപ്പെട്ട ഔട്ട്പുട്ട് പവർ, കുറഞ്ഞ പൾസ് ദൈർഘ്യം, കുറഞ്ഞ സിസ്റ്റം വലുപ്പം, പുതിയ പ്രവർത്തന തരംഗദൈർഘ്യം എന്നിവയിൽ ഫോസ്ഫേറ്റ് അടിസ്ഥാനമാക്കിയുള്ള ലേസർ സാങ്കേതികവിദ്യയിൽ കാര്യമായ പുരോഗതി ഉണ്ടായിട്ടുണ്ട്.Er:ഗ്ലാസ് ലേസറുകൾ സാധാരണയായി 1540nm, 1550nm, അല്ലെങ്കിൽ 1570nm എന്നിവയുടെ നേത്ര-സുരക്ഷിത തരംഗദൈർഘ്യത്തിൽ പുറപ്പെടുവിക്കുന്നു, ഇത് റേഞ്ച്ഫൈൻഡിംഗിലും ആളുകൾ ബീമുകൾക്ക് വിധേയമായേക്കാവുന്ന മറ്റ് സാഹചര്യങ്ങളിലും വളരെ പ്രയോജനകരമാണ്.അന്തരീക്ഷത്തിലൂടെയുള്ള ഉയർന്ന പ്രക്ഷേപണത്തിൽ നിന്ന് ഈ തരംഗദൈർഘ്യങ്ങൾ പ്രയോജനപ്പെടുന്നു.1540nm മെലാനിൻ ഏറ്റവും കുറഞ്ഞ ആഗിരണവും അനുഭവിക്കുന്നു, ഇത് Er: ഗ്ലാസ് ലേസറുകൾ ഇരുണ്ട നിറമുള്ള രോഗികളിൽ സൗന്ദര്യാത്മക ലേസർ ആപ്ലിക്കേഷനുകൾക്ക് അനുയോജ്യമാക്കുന്നു.
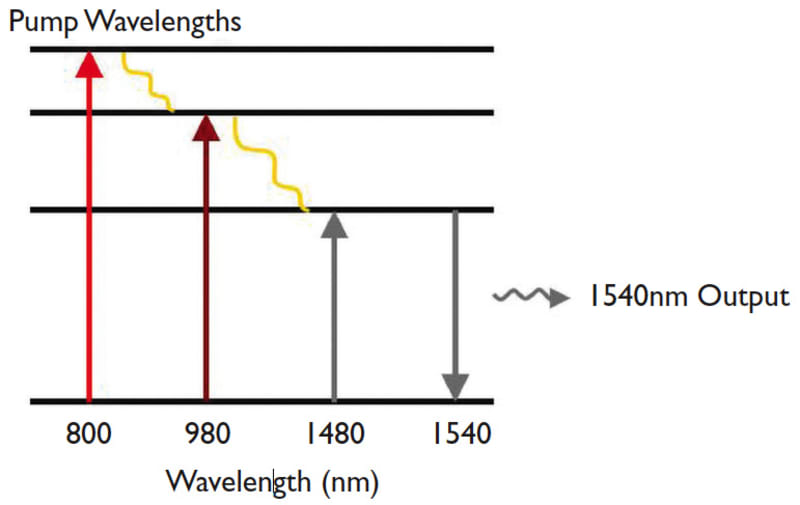
ചിത്രം 1. എർബിയത്തിന്റെ ഊർജ്ജ നിലകൾ.Er:ഗ്ലാസ് ലേസറുകൾ സാധാരണയായി 800nm അല്ലെങ്കിൽ 980nm ലേസർ ഉപയോഗിച്ച് പമ്പ് ചെയ്യുകയും 1540nm അല്ലെങ്കിൽ 1570nm-ൽ പുറപ്പെടുവിക്കുകയും ചെയ്യുന്നു.
ഫോസ്ഫേറ്റ് ഗ്ലാസ് ഉയർന്ന പ്രക്ഷേപണങ്ങളിൽ എത്തുന്നു, കൂടാതെ 800nm അല്ലെങ്കിൽ 980nm പമ്പ് തരംഗദൈർഘ്യത്തിൽ സമ്പർക്കം പുലർത്തുമ്പോൾ അത് പോപ്പുലേഷൻ ഇൻവേർഷനിലും ലേസിലും എത്താൻ കഴിയുന്ന തരത്തിൽ എർബിയം, യെറ്റർബിയം തുടങ്ങിയ അപൂർവ-ഭൂമി ആറ്റങ്ങൾ ഉപയോഗിച്ച് ഡോപ്പ് ചെയ്യാവുന്നതാണ് (ചിത്രം 1).Er: 1480nm-ൽ ഫോട്ടോണുകൾ വഴി ഗ്ലാസ് പമ്പ് ചെയ്യപ്പെടാം, എന്നാൽ ഇത് അഭികാമ്യമല്ല, കാരണം ഒരേ തരംഗദൈർഘ്യത്തിലും ഊർജ്ജ ബാൻഡിലും സംഭവിക്കുന്ന പമ്പിംഗിലൂടെയും ഉത്തേജിതമായ ഉദ്വമനത്തിലൂടെയും കാര്യക്ഷമത കുറയ്ക്കാൻ കഴിയും.[3]ഫോസ്ഫേറ്റ് ഗ്ലാസുകൾക്ക് രാസ സ്ഥിരത, ഉയർന്ന ലേസർ-ഇൻഡ്യൂസ്ഡ് ഡാമേജ് ത്രെഷോൾഡുകൾ (LIDT) എന്നിവയിൽ നിന്നും പ്രയോജനം ലഭിക്കുന്നു, ഇത് Er: ഗ്ലാസും മറ്റ് ഡോപ് ചെയ്ത ഫോസ്ഫേറ്റ് ഗ്ലാസുകളും NIR ലേസർ ഗെയിൻ മീഡിയയ്ക്ക് അനുയോജ്യമാക്കുന്നു.
കൂടുതൽ കർക്കശമായ മാട്രിക്സ് ഘടനയുള്ള സിലിക്കേറ്റ് ഗ്ലാസുകളേക്കാൾ ഫോസ്ഫേറ്റ് ഗ്ലാസുകൾക്ക് അപൂർവ എർത്ത് അയോണുകളുടെ ലായകത കൂടുതലാണ്.[1]എന്നിരുന്നാലും, അവ സിലിക്കേറ്റ് ഗ്ലാസുകളേക്കാൾ ഇടുങ്ങിയ ബാൻഡ്വിഡ്ത്ത് സവിശേഷതയാണ്, മാത്രമല്ല അവ ചെറുതായി ഹൈഗ്രോസ്കോപ്പിക് ആണ്, അതായത് അവ വായുവിൽ നിന്ന് കൂടുതൽ ഈർപ്പം ആഗിരണം ചെയ്യുന്നു.അതിനാൽ, അവ അവയുടെ ബാൻഡ്വിഡ്ത്തിലും സിസ്റ്റങ്ങളിലുമുള്ള ആപ്ലിക്കേഷനുകളിലേക്ക് പരിമിതപ്പെടുത്തിയിരിക്കുന്നു, അവിടെ കോട്ടിംഗുകളോ മറ്റ് ഒപ്റ്റിക്സോ ഉപയോഗിച്ച് ഈർപ്പത്തിൽ നിന്ന് വേണ്ടത്ര സംരക്ഷിക്കപ്പെടും.
കർശനമായ സഹിഷ്ണുതകളും പ്രക്രിയ നിയന്ത്രണവും
നേരത്തെ ചർച്ച ചെയ്ത പല ആപ്ലിക്കേഷനുകൾക്കും, പ്രത്യേകിച്ച് പ്രതിരോധ ആപ്ലിക്കേഷനുകൾക്കായുള്ള ലേസർ റേഞ്ച്ഫൈൻഡിംഗ്, വളരെ ഇറുകിയ ഡൈമൻഷണൽ ടോളറൻസുകളുള്ള ചെറിയ Er: ഗ്ലാസ് ഘടകങ്ങൾ ആവശ്യമാണ്.ലേസർ ഗ്ലാസിന്റെ നന്നായി മിനുക്കിയ ഈ സ്ലാബുകൾ പിന്നീട് അലൈൻമെന്റ് ആവശ്യമില്ലാതെ അസംബ്ലികളിലേക്ക് ഇറക്കാം.അവയ്ക്ക് ഒരു സിം കാർഡിന്റെ വലുപ്പത്തിലേക്ക് ഇറങ്ങാൻ കഴിയും, മാത്രമല്ല അവ വളരെ ചെറുതായതിനാൽ പലപ്പോഴും ബെവലുകൾ ഫീച്ചർ ചെയ്യാറില്ല (ചിത്രം 2).ഇത് എഡ്ജ് ചിപ്പിംഗിന് കൂടുതൽ സാധ്യത നൽകുന്നു.ഈ ചെറിയ ഘടകങ്ങളിൽ ഇറുകിയ സമാന്തരതയും ഉപരിതല ഗുണനിലവാര സവിശേഷതകളും കൈവരിക്കുന്നത് അവിശ്വസനീയമാംവിധം വെല്ലുവിളി നിറഞ്ഞതാണ്.വ്യക്തമായ അപ്പേർച്ചർ അല്ലെങ്കിൽ ഒപ്റ്റിക്കൽ പ്രതലത്തിന്റെ എല്ലാ സവിശേഷതകളും പാലിക്കേണ്ട ഭാഗം, പലപ്പോഴും ഏകദേശം 100% ആണ്, ഒപ്റ്റിക്കൽ പ്രതലങ്ങളുടെ അരികുകളിൽ പിശകിന് ഇടമില്ല.

ചിത്രം 2. Er: ലേസർ റേഞ്ച്ഫൈൻഡിംഗിനും മറ്റ് NIR ലേസർ ആപ്ലിക്കേഷനുകൾക്കുമായി ഉപയോഗിക്കുന്ന ഗ്ലാസ് സ്ലാബുകൾ പലപ്പോഴും ഒരു സാധാരണ സിം കാർഡിന്റെ വലുപ്പമോ ചെറുതോ ആയിരിക്കും.
പിന്നെ എന്തിനാണ് ഈ കുഴപ്പങ്ങളിലൂടെ കടന്നു പോകുന്നത്?മുമ്പത്തെ പരിഹാരങ്ങളിൽ പലപ്പോഴും Nd: YAG ബാറിൽ ഘടിപ്പിച്ചിരിക്കുന്ന ഒന്നിലധികം ക്രിസ്റ്റൽ ഘടകങ്ങളുടെ വലിയ ഉപവിഭാഗങ്ങൾ ഉൾപ്പെടുന്നു.ഈ അധിക ഘടകങ്ങളിൽ ബ്രൂസ്റ്റർ പ്ലേറ്റുകൾ, നിഷ്ക്രിയ ക്യു-സ്വിച്ചിംഗിനുള്ള സാച്ചുറബിൾ അബ്സോർബറുകൾ അല്ലെങ്കിൽ ഫ്രീക്വൻസി കൺവേർഷൻ ക്രിസ്റ്റലുകൾ എന്നിവ ഉൾപ്പെടാം.റേഞ്ച്ഫൈൻഡറിലോ മറ്റ് ഓപ്പൺ-എയർ ആപ്ലിക്കേഷനുകളിലോ ഫ്രീക്വൻസി കൺവേർഷൻ ക്രിസ്റ്റലുകൾ പ്രധാനമാണ്, കാരണം നിയോഡൈമിയത്തിന്റെ എമിഷൻ തരംഗദൈർഘ്യം എർബിയത്തേക്കാൾ വളരെ അപകടകരമാണ്, മാത്രമല്ല അത് ദീർഘദൂരങ്ങളിലേക്ക് സുരക്ഷിതമായി കൈമാറ്റം ചെയ്യപ്പെടുന്നതിന് മുമ്പ് കൂടുതൽ തരംഗദൈർഘ്യത്തിലേക്ക് മാറ്റുകയും വേണം.
റേഞ്ച്ഫൈൻഡർ ആപ്ലിക്കേഷനുകൾക്ക് പലപ്പോഴും ഒരു ഷോക്ക്, വൈബ്രേഷൻ ആവശ്യകതയുണ്ട്, ഇത് എല്ലാ സവിശേഷതകളും പാലിക്കുമ്പോൾ ഒന്നിലധികം ഘടകങ്ങളെ ഒരുമിച്ച് ബന്ധിപ്പിക്കുന്നത് ബുദ്ധിമുട്ടാക്കുന്നു.ഈ പഴയ ഡിസൈനുകളിൽ നിന്ന് ഏകവും മിനുക്കിയതുമായ Er ലേക്ക് നീങ്ങുന്നു: ഗ്ലാസ് വിവിധ കോട്ടിംഗുകൾ ഉപയോഗിച്ച് ഒരേ ജോലികൾ ചെയ്യുന്നത് സിസ്റ്റത്തിന്റെ വലുപ്പവും ചെലവും കുറച്ചു.YAG പരലുകൾ പലപ്പോഴും ബ്രൂസ്റ്ററിന്റെ ആംഗിളിൽ ഉപയോഗിക്കാറുണ്ട്, എന്നാൽ അതേ ഫലം കോട്ടിംഗുകൾ ഉപയോഗിച്ച് നടപ്പിലാക്കാൻ കഴിയും.Er:ഗ്ലാസ് സ്ലാബുകൾ ഏതുവിധേനയും പൂശേണ്ടതിനാൽ, കഴിയുന്നത്ര പ്രവർത്തനക്ഷമത പാക്ക് ചെയ്യുന്നതിനും മറ്റെവിടെയെങ്കിലും ചെലവ് ലാഭിക്കുന്നതിനും ഇത്തരത്തിലുള്ള കോട്ടിംഗിൽ ചേർക്കുന്നത് പ്രയോജനകരമാണ്.
ഫോസ്ഫേറ്റ് ഗ്ലാസുകൾ അൽപ്പം ഹൈഗ്രോസ്കോപ്പിക് ആയതിനാൽ, അൺകോട്ട് എർ: ഗ്ലാസ് ദിവസങ്ങളോളം പുറത്ത് വെച്ചാൽ അത് നശിക്കുന്നു.ഗ്ലാസിലേക്ക് ഈർപ്പം നീങ്ങുന്നത് തടയാൻ പൂശുന്നതിന് മുമ്പ് ഉപരിതല ഗുണനിലവാരം നിയന്ത്രിക്കണം.അവസാന ഗ്ലാസ് സ്ലാബിന്റെ മിനുക്കിയ പ്രതലങ്ങളിൽ നിക്ഷേപിച്ചിരിക്കുന്ന കോട്ടിംഗുകൾ ഈ അപചയത്തിൽ നിന്ന് അവരെ സംരക്ഷിക്കാൻ സഹായിക്കുന്നു.
ചെറുതും ഉയർന്ന കൃത്യതയുള്ളതുമായ Er-നുള്ള പൊതുവായ സവിശേഷതകൾ: ഗ്ലാസ് സ്ലാബുകൾ അരികുകൾക്ക് <5 arcmin ലംബത, <10 arcsec ലംബമായ അറ്റങ്ങൾ, കൂടാതെ ഉപരിതല ഗുണനിലവാരം 10-5 സ്ക്രാച്ച് dig-നേക്കാൾ മികച്ചതാണ്.ഈ ആവശ്യപ്പെടുന്ന സ്പെസിഫിക്കേഷനുകൾക്ക് ശുദ്ധമായ അന്തരീക്ഷം, ഉയർന്ന നിയന്ത്രിത പ്രക്രിയകൾ, കുറഞ്ഞ സ്പർശന സമയം എന്നിവ ആവശ്യമാണ്.
ലേസർ ഗ്ലാസിന് സാധാരണയായി അറ്റത്ത് രണ്ട് മിനുക്കിയ പ്രതലങ്ങൾ മാത്രമേയുള്ളൂ, ബാക്കിയുള്ള ഉപരിതലങ്ങൾ ഗ്രൗണ്ട് ചെയ്യപ്പെടുമ്പോൾ, ഇവയുടെ ചില വശങ്ങൾ: ഗ്ലാസ് സ്ലാബുകളും മിനുക്കിയതും വിന്യാസം ലളിതമാക്കാൻ വളരെ സഹിഷ്ണുതയുള്ളതുമാണ്.ഏത് വശങ്ങൾ ആദ്യം പോളിഷ് ചെയ്യണം, കോട്ട് ചെയ്യണം, ഡൈസ് ചെയ്യുന്നതിന് മുമ്പോ ശേഷമോ ഏത് വശങ്ങൾ പോളിഷ് ചെയ്യണം, സിംഗിൾ സൈഡ് അല്ലെങ്കിൽ ഡബിൾ സൈഡ് പോളിഷിംഗ് എപ്പോൾ ഉപയോഗിക്കണം എന്നിവയെല്ലാം ചെലവും വിളവും നിർണ്ണയിക്കുന്നു.അറിവില്ലാത്ത ഒരു പ്രക്രിയയും പരിചയസമ്പന്നനായ ഒരു നിർമ്മാതാവ് ഒപ്റ്റിമൈസ് ചെയ്ത ഒരു പ്രക്രിയയും തമ്മിലുള്ള വിളവിന്റെ വ്യത്യാസം എളുപ്പത്തിൽ മൂന്നിന്റെ ഘടകമായിരിക്കാം.
ടച്ച് സമയം കുറയ്ക്കുന്നതിനും വിളവ് മെച്ചപ്പെടുത്തുന്നതിനും, എല്ലാ നിർമ്മാണവും കോട്ടിംഗും ഒരു സ്ഥലത്ത് നടത്തുന്നത് ഉചിതമാണ്.ഓരോ തവണയും ഭാഗികമായി പൂർത്തിയാക്കിയ ഭാഗം വ്യത്യസ്ത സ്ഥലങ്ങൾക്കിടയിൽ കയറ്റി അയയ്ക്കുമ്പോൾ, അധിക ക്യൂ സമയത്തോടൊപ്പം മലിനീകരണവും കേടുപാടുകളും ഉണ്ടാകാനുള്ള സാധ്യത വളരെയധികം വർദ്ധിക്കുന്നു.
ഒന്നിലധികം ഹൈ-ലിഡ് കോട്ടിംഗുകൾ
റേഞ്ച്ഫൈൻഡിംഗിനും മറ്റ് കൃത്യമായ NIR ആപ്ലിക്കേഷനുകൾക്കുമായി ചെറിയ Er: ഗ്ലാസ് സ്ലാബുകൾ നിർമ്മിക്കുന്നതിലെ ഒരു വെല്ലുവിളി, ഒന്നിലധികം കോട്ടിംഗുകൾ പലപ്പോഴും ഘടകത്തിന്റെ വിവിധ വശങ്ങളിൽ നിക്ഷേപിക്കപ്പെടുന്നു എന്നതാണ്.പൂശുന്നതിനു മുമ്പ് പ്രാകൃതമായ അൺകോട്ട് ഉപരിതലങ്ങളുടെ ആവശ്യമായ ഫിക്ചറിംഗും സംരക്ഷണവും കാരണം ഇത് ബുദ്ധിമുട്ടാണ്.പൂശുന്ന സമയത്ത് സംരക്ഷിക്കേണ്ട സ്ലാബിന്റെ പിൻഭാഗത്ത് ഓവർസ്പ്രേയോ ബ്ലോ-ബൈയോ ഒഴിവാക്കുന്നതും നിർമ്മാതാക്കൾക്ക് വെല്ലുവിളിയാണ്.അറ്റത്ത് ഉയർന്ന ലേസ്-ഇൻഡ്യൂസ്ഡ് ഡാമേജ് ത്രെഷോൾഡുകളുള്ള (എൽഐഡിടി) ആന്റി-റിഫ്ലെക്റ്റീവ് (എആർ) കോട്ടിംഗുകൾ അവതരിപ്പിക്കുന്നു.പമ്പ് ബീമിലേക്ക് കടക്കാൻ അരികുകളിൽ ഉയർന്ന LIDT AR കോട്ടിംഗുകളും ഉണ്ട്.പമ്പ് പവർ എപ്പോഴും ഉദ്വമനത്തേക്കാൾ കൂടുതലാണ്.ചില നാല്-വശങ്ങളുള്ള സ്ലാബുകളിൽ ബിൽറ്റ്-ഇൻ ഉയർന്ന പ്രതിഫലനക്ഷമതയുള്ള കാവിറ്റി മിററുകൾ, തരംഗദൈർഘ്യ വിവേചനം, പമ്പ് ലൈറ്റ് റിജക്ഷൻ എന്നിവയ്ക്കായി അധിക കോട്ടിംഗുകൾ ഉണ്ട്.
മെട്രോളജി: നിങ്ങൾക്ക് അത് അളക്കാൻ കഴിയുന്നില്ലെങ്കിൽ നിങ്ങൾക്ക് അത് നിർമ്മിക്കാൻ കഴിയില്ല
പ്രധാന സ്പെസിഫിക്കേഷനുകൾ ശരിയായി അളക്കുന്നതിനും പരിശോധിക്കുന്നതിനും ആവശ്യമായ ശരിയായ അളവുകോൽ ഇല്ലാതെ നിർമ്മാണ കൃത്യതയും പ്രക്രിയ നിയന്ത്രണവും ഉപയോഗശൂന്യമാണ്.ZYGO വെരിഫയർ പോലെയുള്ള ലേസർ ഇന്റർഫെറോമീറ്ററുകൾ പരന്നത അളക്കാൻ പലപ്പോഴും ഉപയോഗിക്കാറുണ്ട്, എന്നാൽ ചെറിയ Er: ഗ്ലാസ് സ്ലാബുകൾ അളക്കുമ്പോൾ പിൻഭാഗം സമാന്തരമായ സ്പെസിഫിക്കേഷൻ ആവശ്യപ്പെടുന്നതിനാൽ മുൻ ഉപരിതലത്തിന്റെ അളവുകളിൽ ഇടപെടാൻ തുടങ്ങുന്നു.പിന്നിലെ പ്രതലത്തിൽ വാസ്ലിൻ അല്ലെങ്കിൽ മറ്റൊരു പദാർത്ഥം പ്രയോഗിച്ച് ഓപ്പറേറ്റർമാർക്ക് ഇത് മറികടക്കാൻ കഴിയും, എന്നാൽ ഈ ഉപരിതലം പിന്നീട് വീണ്ടും വൃത്തിയാക്കേണ്ടതുണ്ട്, കൂടാതെ ഘടകങ്ങൾക്ക് കേടുപാടുകൾ സംഭവിക്കാനുള്ള സാധ്യത വർദ്ധിക്കുന്നു.എന്നിരുന്നാലും, ഫ്ലാറ്റ്നസ് അളക്കലിലെ സമീപകാല മുന്നേറ്റങ്ങൾ പിൻഭാഗത്തെ ഫലങ്ങളെ ഇല്ലാതാക്കുകയും ഫ്ലാറ്റ്നസ് അളവുകൾ കൂടുതൽ വേഗത്തിലും കേടുപാടുകൾ വരുത്താനുള്ള സാധ്യത കുറയ്ക്കുകയും ചെയ്യുന്നു.സ്ലാബുകളുടെ അരികിലുള്ള ചിപ്പുകൾ, പരന്നത കൃത്യമായി അളക്കുന്നതിൽ നിന്ന് ഓപ്പറേറ്റർമാരെ തടയും, ഇത് നിർമ്മാണ സമയത്ത് പ്രക്രിയ നിയന്ത്രണം കൂടുതൽ പ്രാധാന്യമുള്ളതാക്കുന്നു.ഇരട്ട പാസ് ഓട്ടോകോളിമേറ്റർ ഉപയോഗിച്ചാണ് ലംബതയും വെഡ്ജും സാധാരണയായി പരിശോധിക്കുന്നത്.
Er-നുള്ള വർദ്ധിച്ചുവരുന്ന ആപ്ലിക്കേഷൻ ഇടം: ഉയർന്നതും ഉയർന്നതുമായ ലേസർ ഗ്ലാസുകളും കോട്ടിംഗുകളും സൃഷ്ടിക്കുന്നതിന് ഒപ്റ്റിക്കൽ ഘടക നിർമ്മാതാക്കളെ ഗ്ലാസ് ലേസറുകൾ പ്രോത്സാഹിപ്പിക്കുന്നത് തുടരും.1540nm, 1570nm ഐ-സേഫ് ലേസർ ആപ്ലിക്കേഷനുകൾ ഉപയോഗം സുരക്ഷിതമാക്കാനും സൗന്ദര്യാത്മക ലേസർ നടപടിക്രമങ്ങളിലൂടെ ആത്മവിശ്വാസം വർദ്ധിപ്പിക്കാനും ദീർഘദൂര ആശയവിനിമയങ്ങൾ മെച്ചപ്പെടുത്താനും സഹായിക്കുന്നു.എൻഐആർ ലേസർ സിസ്റ്റം വികസിപ്പിക്കുമ്പോൾ ലഭ്യമായ ഏറ്റവും മികച്ച ഉപദേശം;ശരിയായ ലേസർ ഗ്ലാസിന്റെയും മറ്റ് ഘടകങ്ങളുടെയും സൂക്ഷ്മമായ തിരഞ്ഞെടുപ്പ് നാവിഗേറ്റ് ചെയ്യുന്നതിനുള്ള മാർഗ്ഗനിർദ്ദേശത്തിനായി നിങ്ങളുടെ ഘടക വിതരണക്കാരുമായി നിങ്ങളുടെ നിർദ്ദിഷ്ട ആപ്ലിക്കേഷൻ ആവശ്യകതകൾ ചർച്ച ചെയ്യുക.
ഈ ലേഖനം എഴുതിയത് കോറി ബൂൺ, ലീഡ് ടെക്നിക്കൽ മാർക്കറ്റിംഗ് എഞ്ചിനീയർ, എഡ്മണ്ട് ഒപ്റ്റിക്സ് (ബാറിംഗ്ടൺ, NJ), മൈക്ക് മിഡിൽടൺ, ഓപ്പറേഷൻസ് മാനേജർ, എഡ്മണ്ട് ഒപ്റ്റിക്സ് ഫ്ലോറിഡ (ഓൾഡ്സ്മാർ, FL).
കൂടുതൽ ഉൽപ്പന്ന വിവരങ്ങൾ, നിങ്ങൾക്ക് ഞങ്ങളുടെ വെബ്സൈറ്റ് സന്ദർശിക്കാൻ കഴിയും:
https://www.erbiumtechnology.com/
ഇ-മെയിൽ:devin@erbiumtechnology.com
WhatsApp: +86-18113047438
ഫാക്സ്: +86-2887897578
ചേർക്കുക: No.23, Chaoyang റോഡ്, Xihe Street, Longquanyi districit, Chengdu,610107, China.
അപ്ഡേറ്റ് സമയം: ഏപ്രിൽ-01-2022


